For grinding you need a one of those big, expensive, made for blades belt grinder. They use a small wheel and go to town. The Japanese have a scraper called a 'Sen' and put their fullers in late in the process. Or you can forge them in. When you forge them in, do so lightly done the length of blade. Then go back and deepen them. Just be careful you don't go too deep and break thru the middle of your blade. The best process I know of is to forge the tang, then the profile taper, then distal taper, fuller, then start on the edge bevels. Now, this is like homebrewing. Talk to 3 different people and you will get three different answers. I am no means an 'expert' at this. So, don't take this as gospel.
And, your fullering tool is great for starting the tang. Mark where you want it to start, heat it, put in under the tool and hit it. Just be careful that you don't do too deep on the tang. I usually keep the tang about 3/4 the width of the blade then taper it down. And, I think you know this, is no sharp corners on the tang. I use my bench grinder to clean up the tang area if needed. Or file.
For fuller clean up, use emery cloth and a dowel that fits in the grove. Stones can be used if they fit the grove. When you file the edge bevels be careful around the fuller. Same thing if you are using a buffing wheel to polish. You can wash out the fuller lines.
As for steel. I use Aldo the New Jersey Steel Baron. Not kidding, that is what he is called. If you want the best quality steel for blades, this is the guy to use. I get my 5160 spring steel from him.
http://newjerseysteelbaron.com/
I also homebrew, and keep bees. On top of the blacksmithing and knife making. I don't have a fancy set up. I use a 1x30 belt grinder, a bench grinder, and a 4.5 angle grinder, plus files and lots of emery.
Hope this is helpful and I will send more info later about using leaf and coil springs as stock.
About Keeping Crisp Lines on the Fuller:
Keeping crisp lines of the fuller takes a little work. Try and keep it straight with the fullering tool and clean it up with emery cloth. Keep it a little shallow so you have some steel to play with plus clean up will remove more steel making it deeper. You can start your bevels in the forge and finish by grinding or filing. Just be careful not to get to close to the edge of the fuller. I checked with some friends and they are 50/50 on fuller then bevel vs bevel then fuller. If you bevel first leave a flat space to put your fuller in.
About steel Selection
Love the videos and your site! I am a blacksmith and bladesmith. I noticed under your steel selection that you recommended O1 and D2. O1 is great but can be unforgiving if worked too cold and D2 is great for stock removal but not so much for forging. You seem to be forging O1 pretty well. When people ask me about what to use when starting out I recommend 5160 and the 10 xx series, 1060 to 1075. They are easy to work with and forgiving. That just means you don't have to be super precise on temp control. That is just my .02 of a dollar. Keep up the great work! And if you need some info on knife stuff or get questions you cannot answer I will gladly help!
Mystery metal advice or trying to figure out if that rusty stuff is good for knives.
Couple of ways to test.
Most expensive is to send it out to get tested. Not very many people can afford it. I can't.
 Hardening test. Take some of the mystery stuff and heat a couple of inches of the end to non magnetic then quench. Two things you can do at this point to see if it hardened. Put the end in a vise and hit it with a hammer. If it bends it is mostly low carbon and stock for black smithing. If it breaks ( good sign) cleanly ( even better sign) it might be good for a blade. The other test is to take a file to the hardened piece and see how it bites. Is it easy to file or hard? If it skates right off ( Another good sign) you prob have a good piece.
Hardening test. Take some of the mystery stuff and heat a couple of inches of the end to non magnetic then quench. Two things you can do at this point to see if it hardened. Put the end in a vise and hit it with a hammer. If it bends it is mostly low carbon and stock for black smithing. If it breaks ( good sign) cleanly ( even better sign) it might be good for a blade. The other test is to take a file to the hardened piece and see how it bites. Is it easy to file or hard? If it skates right off ( Another good sign) you prob have a good piece.
I use coil springs and leaf springs sometimes, top is from leaf and bottom is from a coil spring. The top one did not harden and the bottom one hardened and tempered nicely.
I got a set of leaf springs from my Dad when he upgraded the suspension on his golf cart. I checked them out and they did not harden. It seems that the really light duty springs don't have enough carbon in them.
Coil springs are usually 5160 and work great for knifes. I clamp the spring in a vise and cut them with the angle grinder. They look like big chain mail links when you are done. Heat in the forge and straighten out. A 1/2 inch spring will flatten out between ¾ to 1 inch.
I explained one time to a salvage yard why I was looking for springs. Since they dealt with major components I was free to take any spring I could find. Plus they gave me an old break drum to make a forge out of. Check with local body shops and repair shops. Show them a knife you made or tell them you will make them one. They usually love it when you show them something you made from old car parts. Local spring shop if you are lucky to have one near by. Stop by, explain the knife making, and ask about 'drops' , which are pieces to small to reuse when they cut springs. And you might be able to buy bigger pieces and they know what type of steel it is ( big plus). I have a set of car axels I got from the guys who work on my car. I plan on cutting sections to use as pommels and will forge a blade with some once I take them apart and get rid of the cv boots and joints ( more fun with the angle grinder). All my friends know I blacksmith so if they find anything useful they tell me. Plus they let me know when they are getting rid of old tools or know of some who is. Warning, some old springs can have micro cracks in them. So never use a spring that looks like it has broken. Micro cracks usually do not appear until you quench.
Tempering without a forge
You can use your oven or toaster oven to temper blades. I crumble up some tin foil and put the blade in it so the spine of the blade is resting in the tin foil and the edge is up. Usually two pieces or one big one of foil will do the trick. I start with a lower temp and adjust it up 25 degrees or so until I get the color I want. Then I set it for a 4-5 hour soak at that temp and let it cool down in the oven once it has switched off. Some people feel that doing this 2 or 3 times is better. I don't. Just be sure you tell the wife what you are doing before tying up the toaster oven or regular oven for hours.
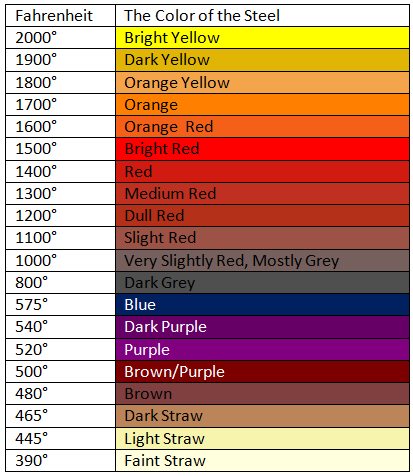
If you know the type of steel you can look up the tempering specs. It will give you a hardness range and the temperature needed. Remember that if a blade is too hard it can break/fracture easier. Lower hardness can give you a tougher blade but it will lose its edge a bit faster than one that is harder.
Here are a couple of Charts that will help
 Tip From Will: In this picture we have folded over a piece of metal. It was a lawnmower blade. This is folding of the metal. But, when folding something like this you run the risk of having air gaps in between the various folds. These gaps are called Inclusions. But using a product called "Borax" on the metal will help to eliminate these inclusions.
Tip From Will: In this picture we have folded over a piece of metal. It was a lawnmower blade. This is folding of the metal. But, when folding something like this you run the risk of having air gaps in between the various folds. These gaps are called Inclusions. But using a product called "Borax" on the metal will help to eliminate these inclusions.






 I am starting a new series of tutorials on knife making and the first part of this is a look at the various steels that are used. Includes a look at the popular steels and their characteristics:
I am starting a new series of tutorials on knife making and the first part of this is a look at the various steels that are used. Includes a look at the popular steels and their characteristics: